author_designation
Research Assistant

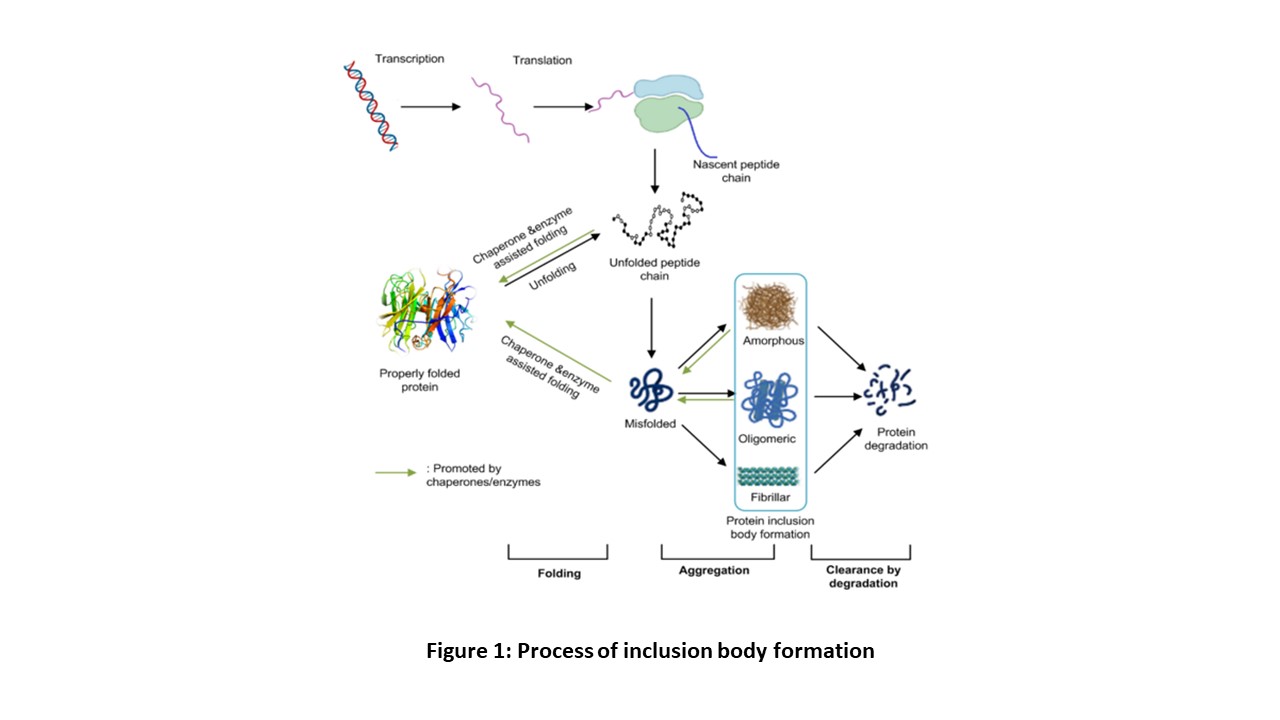
Inclusion bodies (IB) are dense, aggregated, spherical and intracellular proteins found in the prokaryotic cytoplasm or periplasm. These inclusion bodies occupy 40% to 50% of the overall cellular protein produced due to the overexpression of heterologous protein. Inclusion bodies are proteins formed from mutated genes that will not undergo proper post-translational modifications leading to improper protein folding. These misfolded proteins will eventually lead to the formation of protein aggregates. Homeostasis of protein is essential for the cell functioning and health, where it maintains the processes like transcription, translation and cellular metabolism. The formation of inclusion bodies greatly affects homeostasis and creates an unbalanced cellular environment causing protein degradation. The hydrophobic side present internally will be exposed to the surface during aggregate formation. Proteins with single domain and lesser molecular weight will be in soluble form whereas proteins with many domains and higher molecular weight, intracellular proteins, and membrane proteins are more prone to formation of inclusion bodies. IBs mostly accumulate near the poles of the cell and can be reversed to their native protein structure through a series of protein recovery processes.
Based on the activity and solubility, inclusion bodies are classified as classical and non-classical. The type of protein decides the protein recovery process to be carried out.
Table 1: Classical vs Non-Classical Inclusion Bodies
Classical Inclusion Bodies | Non-Classical Inclusion Bodies |
Biologically active proteins are not present | Biologically active proteins are found. |
In industrial scale, the classical inclusion bodies cannot be utilized because of the absence of bio-active proteins | The presence of biologically active proteins in the non-classical inclusion bodies paves way for protein recovery and is helpful in industrial scale protein production process. |
Classical inclusion bodies are tough and highly resistant towards the proteases. | Non-classical inclusion bodies are more fragile and susceptible to protein degradation by proteases |
Harsh detergents are required to solubilize the inclusion bodies. | Mild detergents treatments are sufficient for protein recovery |
Protein recovery from inclusion bodies
Isolation of Inclusion Bodies
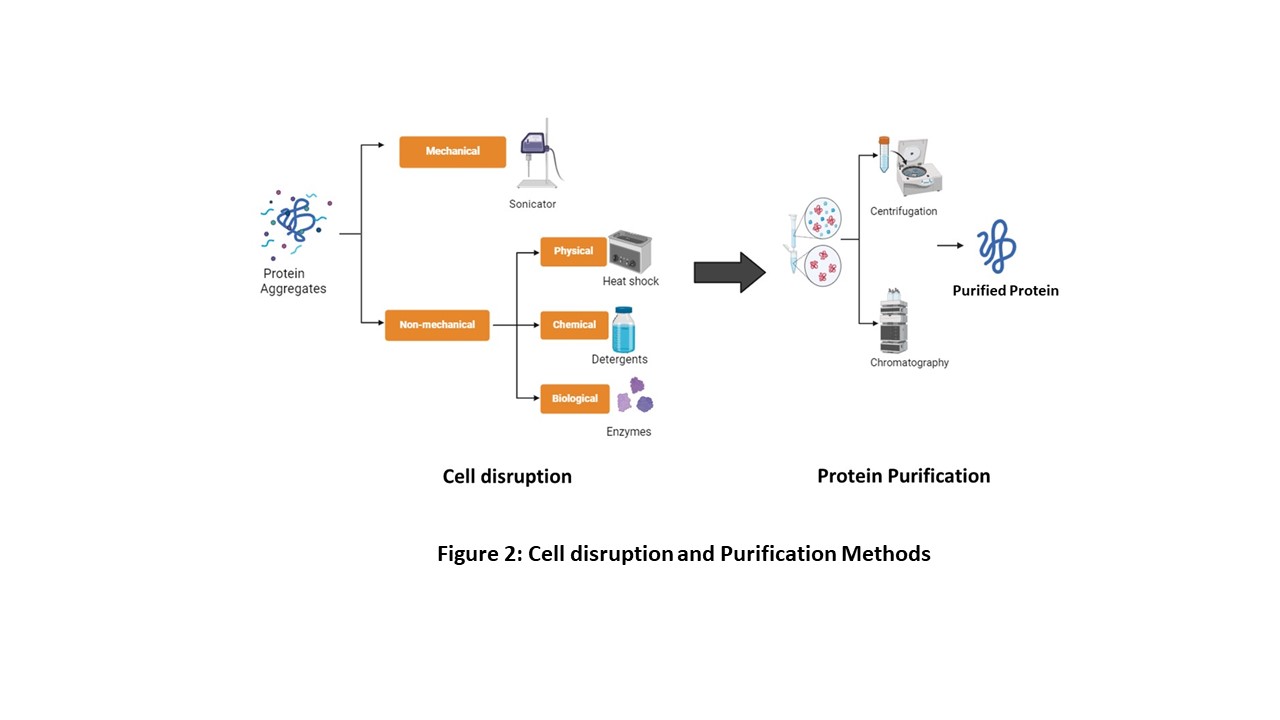
The first step in the protein recovery process is the Isolation of inclusion bodies from the bacterial cells using mechanical, enzymatic, or chemical disruption methods. Mechanical disruption methods like sonication, freezing and thawing and high-pressure result in better cell lysis. Major disadvantage of sonication is that there is protein loss, activity reduction, and large volume of samples cannot be processed and hence in industrial scale, high pressure techniques using homogenizers or French press are mostly employed. In enzymatic disruption techniques, protein E and lysozyme are used which maintains the physicochemical properties of the protein. Since IBs are protein aggregates in the cell, they need to undergo purification process from other cellular debris. For the purification process, use of mild detergents or chaotropic agents for washing is required. Detergents like Triton-X are used for washing the inclusion bodies because it minimizes contamination. Sucrose density gradient based ultracentrifugation is also utilized for the purification process.
Solubilization
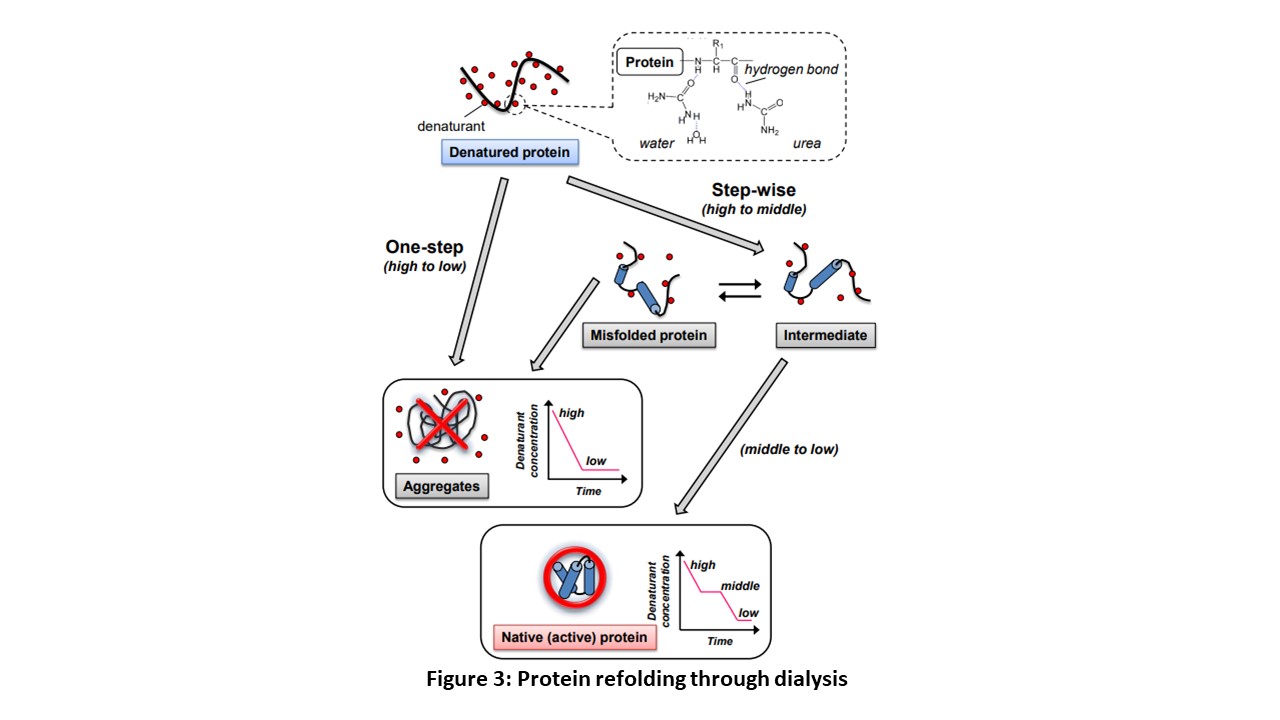
Solubilization is the second step in protein recovery process from the inclusion bodies. The solubilizing agent penetrates the tightly insoluble aggregates. For the solubilization process, strong denaturing agents are not used because it tends to denature the protein structure which there by leads to the formation of soluble or insoluble aggregates during the process of refolding, for this reason generally mild denaturing agents are used because it retains the native protein structure. To solubilize proteins that contain many cysteine residues β-mercaptoethanol and DTT are used. Organic solvents like alcohol in lower concentration greatly interact with proteins and are found to stabilize the secondary structure of the protein and instigate the helix formation in unstructured proteins. Hydrostatic pressure of 2 to 4 bar pressure aids in solubilization process by disrupting the protein aggregates, and inclusion bodies and refolding of the proteins occurs when the high pressure is retracted.
Table 2: Type of denaturing agents and denaturation technique
Inclusion Bodies | Solubilizing Agents | Refolding Process |
Classical IB | Urea | Required |
Non-Classical IB | High pH, pressure | Required |
Non-denaturing agents like DMSO, Sarcosyl | Not necessary |
Strategies to minimize inclusion bodies
The inclusion bodies are protein aggregates, so to control the aggregation, culture conditions are altered, including temperature, concentration and various other factors. Firstly, the growth temperature is lowered below 37°C which reduces the speed of growth but enhances the expression of protein in soluble form. Greater than 37°C causes stress and increases IB formation by increasing hydrophobic interaction. During high osmotic stress, the bacteria pile up small compounds called osmolytes, that act as chemical chaperones. The pH of the culture medium is essential, affecting protein charge and aggregate formation. So, it is important to maintain the pH of the culture medium at pH 7.5. The concentration of IPTG used for protein expression induction must be optimized to minimize the protein expression rate so that inclusion body formation can be controlled. The addition of glucose to the culture medium can decrease the protein expression rate by catabolic repression. It inhibits the activity of adenylate cyclase that synthesizes cyclic AMP, leading to decreased catabolite activator protein activation, and decrease in the rate of transcription. The addition of lower concentration of alcohol such as 3% ethanol in the culture medium improves the solubility of the proteins by triggering chaperone formation. The addition of co-factors such as calcium ions to the medium aids in folding and protein function.
For effective soluble protein expression, it is important to maintain the disulfide bonds of the protein. Formation of disulfide bond occurs in the periplasm by oxidation process of two cysteine residues and when there is a reducing environment formation of disulfide bond occurs in the cytoplasm. Protein disulfide isomerase is an example of foldase protein which aids disulfide bond formation, and the propyl peptide isomerase is involved in isomerization of peptide bonds. Co-expression of protein disulfide isomerase and propyl peptide isomerase will help in the formation of disulfide bonds and proper folding of the proteins. BL21DE3 cells with strong T7 promotor are preferred for industrial protein production since it can cause high level of transcription, but it can lead to the insoluble protein overexpression also. So various other modified host strains such as C41DE3, C43DE3 and BL21DE3 pLyss were developed. BL21(DE3)pLyss strain is used for the reduction of inclusion bodies by preventing leaky expression of protein. Before the IPTG induction, the protein expression is hindered because the transcription of T7 polymerase is inhibited due to the presence of T7 lysozyme. Upon addition of IPTG, the protein expression occurs, and the expression of T7 polymerase by-passes the lysozyme inhibitory mechanism. To overcome the toxicity due to the metabolic load of recombinant protein overexpression, modified BL212DE3 bacterial strains such as C41(DE3) and C43(DE3) are used. These strains consist of mutations in the lacUV5 promoter which result in regulated expression of T7 polymerase by reducing basal expression levels, thereby stabilizing the recombinant protein folding process and hence minimizes inclusion body formation.
The fusion of target protein to different expression tags increases the protein solubility and reduces the level of inclusion bodies. These tags are attached either to the N-terminal or C-terminal side. Commonly used fusion tags such as MBP, GST, Nus A, Trx, Esp A, and Spy can act as molecular chaperones . Fusion tags tend to stabilize and maintain the folding process and improve the protein solubility of any insoluble proteins. Tags like thioredoxin and various others tend to improve the solubilization factor of the protein. Apart from these tags, there are smaller tags called peptide tags, which are smaller, polar and have either a positive or negative charge. These small peptide tags increase the solubility of the protein and they do not intrude on the protein structure and functionality. As there is an increase in protein solubility, the rate of formation of inclusion bodies is reduced. Another type of fusion is that the protein is directly fused with molecular chaperones, which will influence the protein folding. Low copy number plasmids are widely used because high copy number plasmids create a metabolic load on the host and the chances of inclusion bodies are higher. Moderately strong promoters like synthetic trc, tac, and araC are chosen because it is favourable to express recombinant proteins and control the formation of inclusion bodies. The usage of strong promoters will lead to accumulation of excess of protein of interest in the cell often leading to the formation of aggregates. The rate of accumulation of properly folded proteins can be controlled when moderate promoters are being utilized.
Case study:
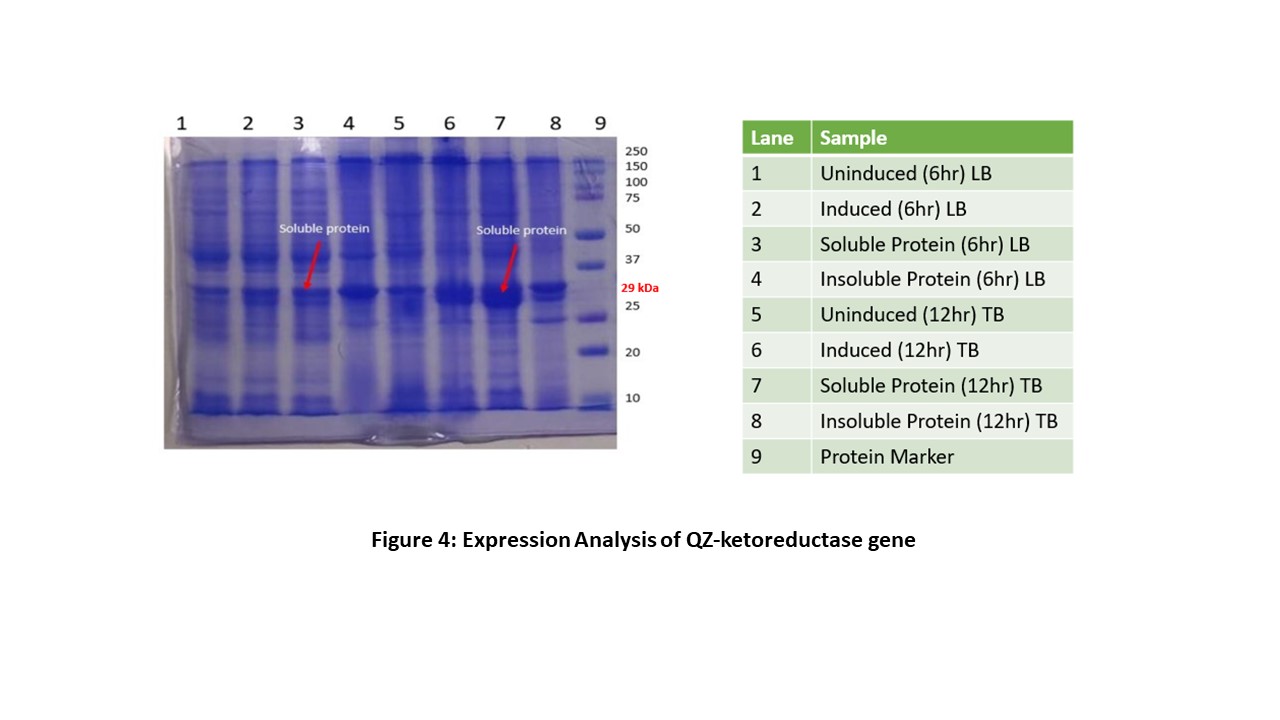
We at Quantumzyme, have successfully optimized the protein expression process so that inclusion bodies can be avoided, and soluble protein can be increased. Initially, we overexpressed the QZ-ketoreductase gene using BL21DE3 strain but only inclusion bodies were observed. Therefore, to prevent inclusion body formation different strategies like tailoring the culture conditions, and bacterial host engineering were adapted. Initially, we used BL21(DE3) pLyss bacterial strain with lower induction temperature of 18°C but no soluble expression was observed. Subsequently, an increase in temperature (30°C) resulted in minimal protein expression after a period of 6 hours. To enhance the protein yield further, we transitioned from Luria Bertani to Terrific Broth media, where optimal soluble protein expression was achieved at 30°C.
Table 3: Culture Condition vs Optimized Culture Condition
| Existing Culture Conditions | Optimized Culture Conditions |
Strain | BL21DE3 | BL21DE3 pLyss |
Culture Media | Luria Bertani | Terrific Broth |
IPTG concentration | 1 mM | 1 mM |
Induction duration | 6 hrs | 12 hrs |
Post Induction Temperature | 18°C | 30°C |
In conclusion, inclusion bodies have long presented a significant challenge in protein production, particularly on an industrial scale, due to issues of scalability and cost. As a result, biotechnologists have proposed various strategies, such as employing solubilizing agents, utilizing different bacterial strains, and reducing temperature, to enhance soluble protein expression and diminish inclusion body formation. We at Quantumzyme, has achieved success by effectively optimizing culture growth conditions and expression host to address the challenge of inclusion body formation.
REFERENCE:
Bhatwa, A., Wang, W., Hassan, Y. I., Abraham, N., Li, X. Z., & Zhou, T. (2021). Challenges Associated with the Formation of Recombinant Protein Inclusion Bodies in Escherichia coli and Strategies to Address Them for Industrial Applications. In Frontiers in Bioengineering and Biotechnology (Vol. 9). https://doi.org/10.3389/fbioe.2021.630551
García-Fruitós, E. (2010). Inclusion bodies: A new concept. In Microbial Cell Factories (Vol. 9). https://doi.org/10.1186/1475-2859-9-80
Jäger, V. D., Lamm, R., Küsters, K., Ölçücü, G., Oldiges, M., Jaeger, K.-E., Büchs, J., & Krauss, U. (2020). Catalytically-active inclusion bodies for biotechnology-general concepts, optimization, and application (Vol. 104). https://doi.org/10.1007/s00253-020-10760-3/Published
Slouka, C., Kopp, J., Spadiut, O., & Herwig, C. (2019). Perspectives of inclusion bodies for bio-based products: curse or blessing? In Applied Microbiology and Biotechnology (Vol. 103) https://doi.org/10.1007/s00253-018-9569-1
Upadhyay, A. K., Murmu, A., Singh, A., & Panda, A. K. (2012). Kinetics of inclusion body formation and its correlation with the characteristics of protein aggregates in Escherichia coli. PLoS ONE, (Vol.7) https://doi.org/10.1371/journal.pone.0033951
Yamaguchi, H., & Miyazaki, M. (2014). Refolding techniques for recovering biologically active recombinant proteins from inclusion bodies. In Biomolecules (Vol. 4). https://doi.org/10.3390/biom4010235